Пластикалық қайта өңдеу грануляторлық қондырғыларындағы қозғалтқыштың қосылуы мен іске қосылуы кезіндегі ақаулар. Операторлар іске қосу немесе жұмыс істеу кезінде қозғалтқыштың кенеттен сөнуіне тап болса, алдымен электр қоректендіруінің тұрақтылығын тексеруі және сымдар мен қосылыстардағы көрінетін зақымдануларды зерттеуі керек...
Көбірек қарау
Пластикалық қайта өңдеу грануляторлық қондырғылары қалдықтарды жоғары сапалы қайта өңделген материалға қалай түрлендіреді. Негізгі механика: өлшемін кішірейту, торлы басқару және бөлшектердің біркелкілігі. Пластикалық қайта өңдеу грануляторлық қондырғысы қалдықтарды жоғары сапалы қайта өңделген материалға үш ішкі...
Көбірек қарау
Гранулятор типін қалдық сипаттамалары мен интеграциялық талаптарына сәйкестендіру. Қатты, плёнкалы немесе ластанған қоректендіруші материал: Материалдың түрі гранулятордың конструкциясын қалай анықтайды. Қалдық пластиктің физикалық қасиеттері оның ішкі конструкциясын тікелей анықтайды...
Көбірек қарау
Дәлдікпен реттелетін керілу: Қайырғыш пленкасын өндіретін жолдардың жұмыс істеу сапасындағы айнымалылықты жою. Қолмен реттеу арқылы туындайтын кемшілік: Адамның араласуы неге керілу деңгейінің ауытқуына және орналасу тұрақсыздығына әкеледі. Қолмен керілу реттеулері толығымен болмауы мүмкін айнымалылықты тудырады — операторлар...
Көбірек қарау
Моножіп экструзиялық машинасы: өнеркәсіптік деңгейдегі шығыс үшін дәлдік қозғалтқышы Балқытылған массаның берілуі мен калибрлеу құрылғысының дизайны: тұрақты ауыр деньерлі (>1100 дтекс) экструзия үшін Дәлдікпен жобаланған балқытылған массаның берілу жүйелері ауыр деньерлі моножіптерді экструдерлеу үшін негіз болып табылады...
Көбірек қарау
Полипропилен (PP) және оның монофилаメントті экструзиялық машиналардағы сызу тұрақтылығына әсері Полипропилен (PP) монофиламентті экструзиялық машиналардағы сызу тұрақтылығына тікелей әсер ететін өзіндік өңдеу сипаттамаларын береді. Оның жартылай кристалды ...
Көбірек қарау![Неге әлемдік брендтер монофилаメント өндірісі үшін [XST] компаниясымен серіктестік орнатады](https://shopcdnalpha.grainajz.com/category/83024/3911/ea19e1a7fa99555981739ac23e788e77/image.png)
Әлемдік өнімділік стандарттарына сай монофиламент экструзиялық машиналарының мүмкіндіктері: Дәл диаметрлік бақылау және құрылымдық тұрақтылық қол жеткізілетін қосымша экструзиялық калибрлеу арқылы. Жоғары сапалы өнімдер үшін ±0,1 мм дәлдік шегінде тұрақты диаметрлерге қол жеткізу өте маңызды...
Көбірек қарау
Пластикалық жазық пленка созу машиналарындағы жаңалықтар: Дәлдік, ақылдылық және тұрақты даму. Қазіргі заманғы пластикалық жазық пленка созу машиналары оптикалық және бейнелеу...
Көбірек қарау
Пластикалық жазық пленка сызу машинасының архитектурасы: Бейімделетін тапсырыс бойынша қалыптастыру. Модульдік құрылым: Тарту аймақтарының, жылумен өңдеу модульдерінің және салқындату жүйелерінің масштабталатын интеграциясы. Қазіргі заманғы пластикалық жазық пленка сызу машиналары модульдік құрылымда жасалады ...
Көбірек қарау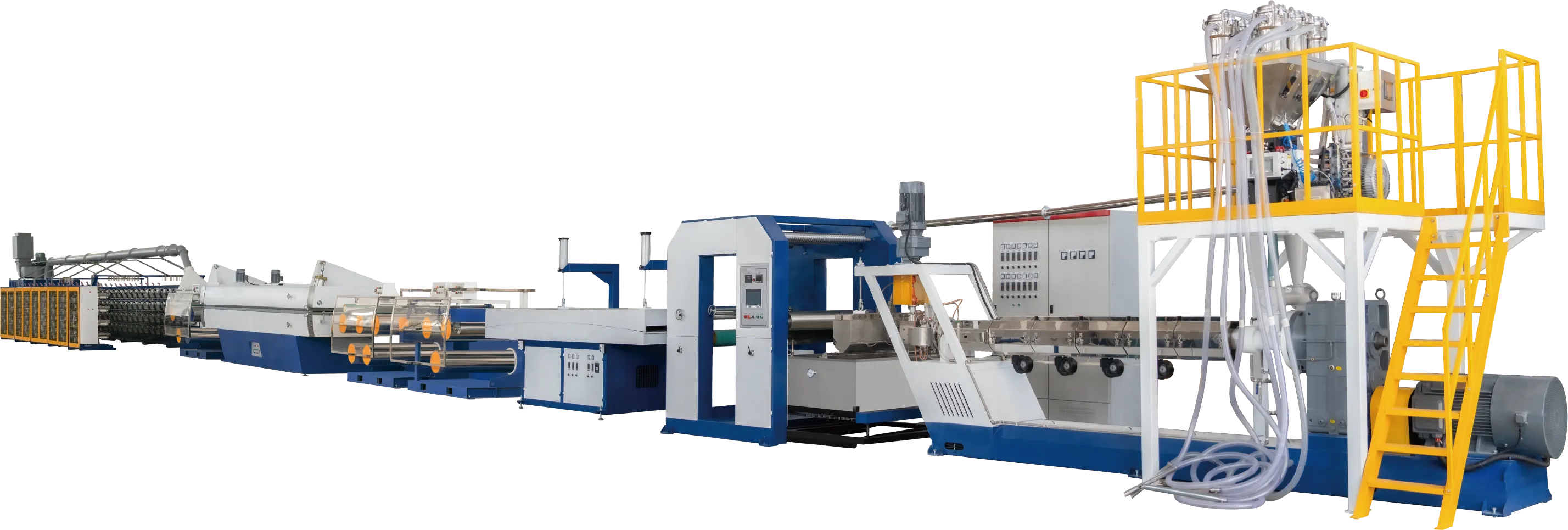
Пластикалық жазық пленка сызу машинасының негізгі инженерлік принциптері. Экструзия мен бағыттау физикасының дәлме-дәл пленка жұқартуын қамтамасыз етуі. Пленка түзілуі экструзия кезінде басталады, мұнда полимер гранулалары ерітіледі де арнайы жасалған ...
Көбірек қарау
Пластикалық жазық пленка сызу машинасы параметрлерін тұрақты шығыс дәлдігі үшін оптимизациялау. Экструзия параметрлерінің дәлме-дәл реттелуі пластикалық жазық пленка өндірісінде болжанатын қалыңдық пен материалдың қасиеттерін қамтамасыз етеді. 2023 жылы материалтанушылардың зерттеуінде ...
Көбірек қарау
Пластикалық жазық пленка сурет салу машинаңызды қашан ауыстыру немесе жаңарту керек? Ескіріске белгілері: Тоқтап қалу, калибрлеу ауытқуы және материалдың шығыны. Пластикалық жазық пленка сурет салу машиналары өзінің жасын көрсетуге бастағанда, бұл әдетте өнімділіктің төмендеуіне...
Көбірек қарау
JIANGSU ST MACHINERY MANUFACTURING CO., LTD тоқыма қаптама, геотекстиль және өнеркәсіптік қолданыстар үшін пластикалық экструзия желілерін ұсынады. Энергияны үнемдейтін, ISO сертификаты бар жүйелер, 30 жылдан астам дәлме-дәл инженерлік тәжірибе. Тәулік бойы техникалық қолдау көрсетілетін тапсырыспен жасалған шешімдер.
58 Нанчжундун Дорогасы, Нансин Ауданы, Хэцяо Ауданы, Иксин Қаласы, Уси Қаласы, Цзянсу Провинциясы
Copyright © JIANGSU ST MACHINERY MANUFACTURING CO., LTD Жекелік саясаты


